Kind Words from our partners
Performance is great, but performance after all this time is even better.
J.L., Operations Director
Evaporation process downtime has cut down significantly.
O.G., Refinery Equipment Manager
NES compressors tangibly effected an increase in the homogeneity of our mixing.
D.H., Plant Operations Manager
Packaging is quick, and we haven’t had any issue since [installation].
A.B., Operations Coordinator
Blowers give strong and uniform bubbling throughout the pool.
J.W., Facility Technician
These pumps are a huge help for our lamination processes.
L.M., Production Coordinator
Rollers and boxes consistently powered by NES liquid ring for years now.
D.T., Maintenance Manager
NES pumps have been ensuring defect-free precision parts.
S.W., Quality Assurance
NSP is lasting long and providing great results for moldings
J.R., Manufacturing Supervisor
NRB is improving tablet coating uniformity.
M.S., Process Development Lead
NSP System delivers exceptional performance for compounding process.
E.K., Manufacturing Consultant
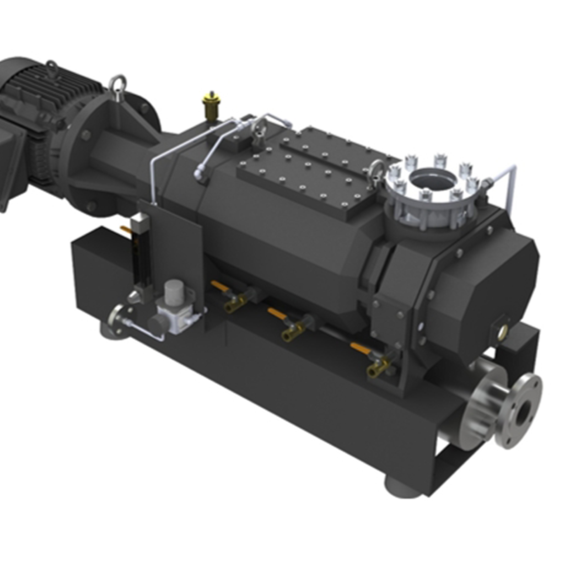
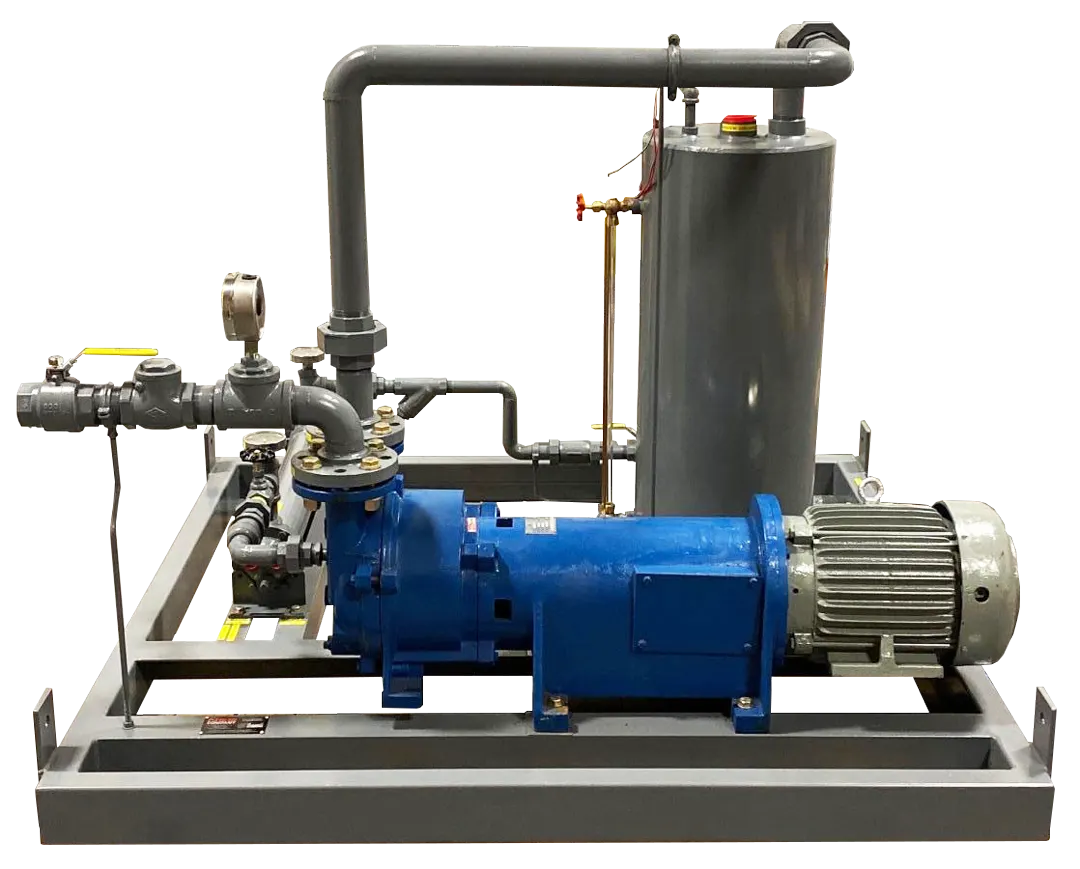
From Drop-Ins to Original Designs...
Count on us to provide superior solutions and support that enhance your operations in vacuum and pressure, whether it be replacing a unit or designing a custom system.
For over thirty years,
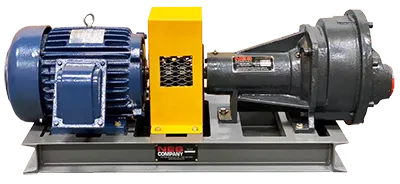
We have navigated recessions, pandemics, and various economic shifts with unwavering dedication to continuous improvement and hard work. This steadfast commitment has established us as market leaders known for competitive pricing, prompt communication, and uncompromising workmanship. Starting humbly as a distributor for condensate systems and aftermarket Nash drop-in liquid ring replacements*, our rapid expansion within the vacuum industry reflects our relentless pursuit of innovation and customer satisfaction.
At NES, we uphold a standard of exceptional quality in every facet of our operations. Beyond mere transactions, we prioritize building enduring partnerships that thrive on collaboration and support. Whether consulting on complex projects, designing tailored solutions, or implementing cutting-edge technologies, we prioritize our partners’ unique needs to ensure transformative outcomes.
*NES Company Inc. is an independent manufacturer and distributor of aftermarket, non-OEM pumps and parts. NES Company Inc. is not an authorized distributor for, or representative of, any manufacturers listed on this website. All companies, brand names, and model designations are the property of their respective owners.