
Gas and Vapor Recovery and Conveying
Throughout any process, feedstock vapor is lost as it flows downstream in the system. To cut losses and increase revenue, a vapor recovery unit utilizes vacuum principles to collect lost gasses to recirculate through the system or recycle as new product.
Vapor recovery can be achieved through many apparatus, such as pressure swing adsorption, absorption, temperature manipulation, and vacuum pressure. These methods allow for vapor to be recovered in an efficient manner, but vacuum is of the more efficient processes of the multitude.
Besides losses during manufacturing processes, storage of volatile material also builds up gasses that are eventually lost. This is especially true in the case of crude oil storage tanks, where flammable volatile substances build pressure within the tank, increasing risk of explosion and huge losses before fractionation. Vapor loss is also an issue when collecting, storing, and purifying methane for use as a fuel source. In the cases where gasses build up or create an opportunity for losses, vapor recovery units (VRU) are used.
Generally, a VRU consists of receiver tanks and a vacuum pump. The recovered vapors run through the piping, drawn through the negative pressure generated by the vacuum pump that creates a large pressure differential within the system. The vapor runs through tanks that hold the mechanism to separate the constituents of the gasses and extract the gas to be collected. The rest of the gas is drawn out of the tank towards the vacuum pump, where it is collected or discharged into the atmosphere.
Tail gas includes various greenhouse gasses such as hydrocarbons and carbon oxides, which contribute greatly to global warming and the general detriment of the global ecosystem. Nitride and sulfuric compounds that are harmful when inhaled or ingested are also included as tail gasses that factories produce as a byproduct of manufacturing processes. The obvious need for regulation and research on elimination of the production and disposal of these harmful byproducts has led to the development of tail gas conveying and treatment, which transports the tail gas to be decomposed or stored for use in another application.
One form of tail gas conveying and treatment, sulfur recovery via the Claus process, conveys the tail gas using a vacuum conveyor through a catalytic reactor. The sulfur compounds and carbon dioxide, the two most common and abundant kinds of tail gasses, are removed through the acid gas removal (AGR) process with carbon capture.
Through a series of thermal and catalytic stages, the hydrogen sulfide and carbon dioxide are isolated and removed from the solvent and water. The result is elemental sulfur and water. The tail gasses of this process are sent through the Shell Claus Off-Treatment (SCOT) unit, which applies further catalytic amines and solvents for even finer extraction of sulfur through its own thermal and catalytic stages.
Gas recovery can be seen in aerobic and anaerobic digestor systems as well. Aerobic digestor tanks primarily generate carbon dioxide, which can be captured, recycled, and used for anything from dry ice to polymerization. Anaerobic digestor tanks primarily generate methane, which is an invaluable ingredient for fuel, antifreeze, and fertilizer.
View our Products
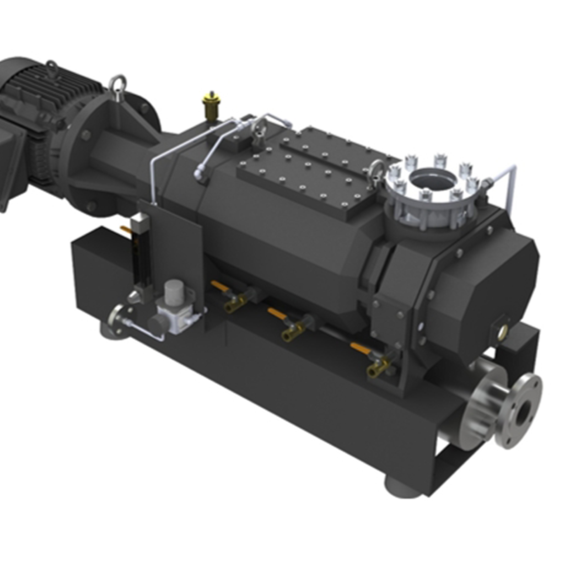
The dry screw vacuum pump is prized for its high vacuum level and energy efficiency. This is partially thanks to the lack of a working fluid. The dry screw vacuum pump is a dry-running vacuum pump that does not require oil changes or maintenance, working fluid supply lines or a designated circulation system. The limitations of vapor pressure that persist as an issue with working fluid-operating vacuum pumps are nonexistent with the dry screw vacuum pump, along with any concerns of oil contamination of process gasses.
Vacuum conveying is most efficient with sufficient rough vacuum and high pumping speeds. By implementing a vacuum pump and booster system, larger flow rates and deeper vacuum pressures can be achieved with lower costs and lower power requirements. The NB Series spans from 200 to 60,000 CFM with a five-point mechanical seal for stability and a double oil tank for quick lubrication and faster performance.
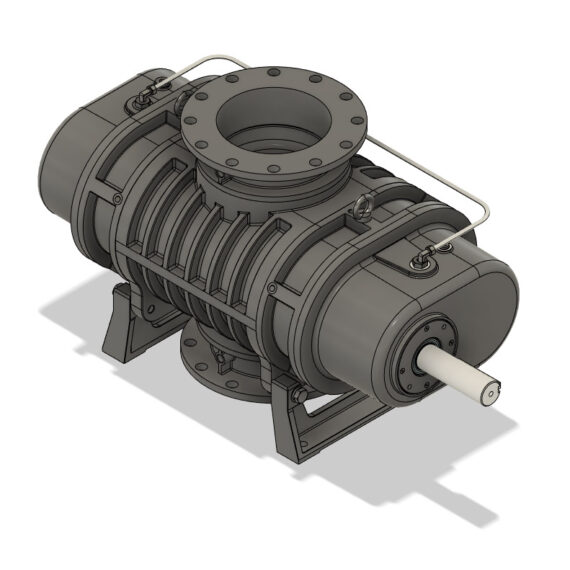
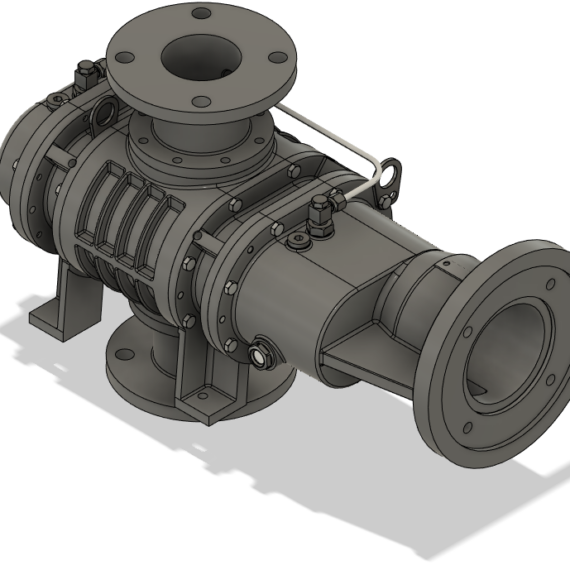
In situations where pressure needs to be applied, the Roots-type blower is one of the most energy-efficient, reliable, stable, and long-lasting forms of dry pressure manipulation technology in the modern market. The NRB Series Roots-type blower exhibits vacuum and pressure capabilities with the same balanced five-point bearing design and safe, efficient double oil tank.

In gas conveying applications where moisture may enter the pump, a liquid ring vacuum pump would be the most reasonable option. The liquid ring acts as a barrier that protects the material of construction against corrosive or abrasive gasses. NES Company Inc. recommends the NC Series single stage conical lobe liquid ring vacuum pump in Stainless Steel 304 or 316, but also offers this series in cast iron, bronze, titanium, and Hastelloy.