
Clean Room Pressurizing and Evacuating
A room in which the manipulation of ambient pressure reduces risk of contamination or bacterial proliferation.
In clean room environments, maintaining the appropriate pressure is very important to control contamination. There are two different applications of clean room pressure manipulation: positive pressure clean room pressurizing and negative pressure clean room evacuating.
In positive pressure clean rooms, the objective is to keep foreign contaminants outside of the clean room. To do this, the clean room is constantly pressurized. A compressor or blower pushes filtered and compressed air into the room such that the air will tend towards the vents of the room to atmosphere, which is at lower pressure than the room. Immunocompromised patients are placed in positive pressure clean rooms to prevent exposure to airborne microorganisms, and these rooms are employed to prevent contamination in research applications as well. Positive pressure clean rooms are also used to prevent dust and dirt from entering manufacturing clean rooms where sensitive material, such as semiconductors or chemical products, are fabricated.
In negative pressure clean rooms, the objective is to keep any potentially hazardous suspended particulate matter within the clean room. In this case, a vacuum pump or blower will pull the air of the clean room, pushing it through filters out to atmosphere. Negative pressure clean rooms have been of enormous help in the recent COVID outbreaks, minimizing contamination of test equipment as well as reducing the spread of the pandemic. Negative pressure clean rooms continue to be of aid in similar situations where contagious maladies are contained.
View our Products

NRV Series
The NRV Series oil-circulated rotary vane vacuum pumps are capable of achieving up to 447 CFM and 0.5 mbara in vacuum. Rotary vane vacuum pumps are known as some of the most inexpensive vacuum pumps in the modern market. These pumps are robust, consistent, reliable, compact, and quiet, providing comfort and safety during operation.

NCC Series
Liquid ring vacuum pumps are commonly known for their long service life and incredibly robust design. With simple and scarce maintenance, these pumps are able to last for decades. The NCC Series is a compact liquid ring vacuum pump that is capable of reaching up to 350 CFM and 28”Hg in vacuum. These pumps are available in close-coupled or lantern-frame design with a two-year warranty against manufacturing defects.
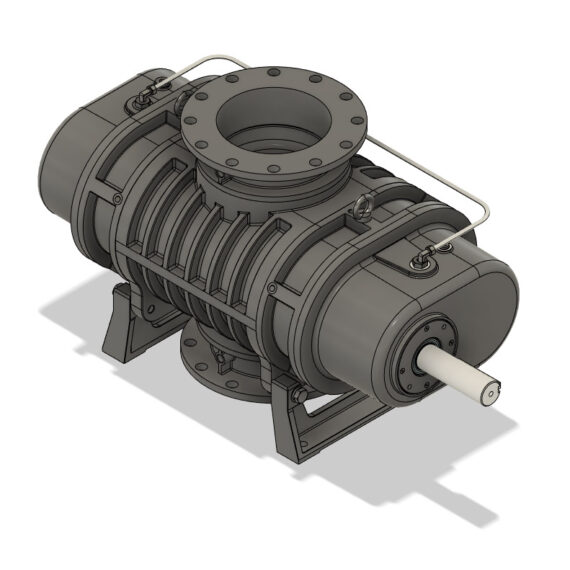
NRB Series
Roots-type blowers are excellent for pressurizing because of their consistent reliability and robust construction. The NRB Series Roots-type blowers are capable of reaching 9280 CFM, 15”HgV in vacuum, and 15 psig in pressure. These robust blowers are built with a five-point bearing design and double oil tank, along with a selection of mechanical seals available for selection and an optional gas-tight design. NES Company Inc. offers the NRB Series models with a one-year warranty against manufacturing defects.
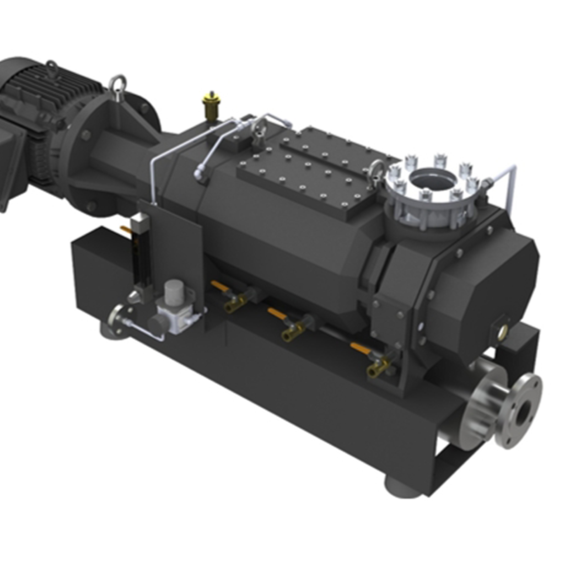
NSP Series
Dry screw vacuum pumps provide vacuum and compression simultaneously, making this technology compatible with all kinds of clean room applications. The NSP Series is capable of reaching up to 7.5×10^(-3) Torr with compression up to 5 bar, achieving a maximum capacity of 1766 CFM. These models feature easy internal access for quick maintenance, variable pitch screw rotors, isolated gearbox lubrication, an array of internal coatings available for selection, and a large number of accessories and kits such as gas ballast kits, repair kits, inlet purge kits, and more to further improve performance or extend service life. NSP Series dry screw vacuum pumps are provided with a one-year warranty against manufacturing defects.