
Deaeration, Degassing, and Defoaming
The removal of gas from material to prevent the detriment that the gas effects to the end product.
Water is degassed before use as a cleaner in the electronics and semiconductor manufacturing industries because the dissolved oxygen in water could potentially damage the miniature metal components. Plastics are often degassed for a similar reason, avoiding voids that would make it less smooth and resistant to external stresses. This consideration is important when manufacturing construction materials via melt plastic extrusion, employed in the manufacture of plastic fencing, railing, window frames, and more.
Nitrogen creates large voids that are scattered throughout the composition of the steel, allowing for fracture or considerable yielding under stresses. Oxygen does the same, but with the added effect of oxidation, or rusting. This only hastens the rate at which the steel becomes brittle and fractures. This is especially an issue when smelting austenite steel, which is desirable for its ductility and machinability, able to handle larger amounts of stress. Carbon dissolves within the steel and increases the carbon content of the steel. The carbon content is always carefully monitored and controlled because the carbon content of the steel determines its physical properties. If the carbon content becomes too high, the metal ceases to be steel, becoming “pig iron”, or cast iron, which is much more brittle and much less ductile than austenite steel. Austenite steel is used widely for parts like plane wings and automobile doors, which need to be ductile to absorb the shocks and stresses of everyday use. Hydrogen is perhaps the most problematic of the constituents of atmospheric air because of its size. Hydrogen is the smallest element, and as a gas, it freely dissolves and moves throughout the molten steel as it is smelted. When the steel begins to cool, the hydrogen quickly tends towards the edges of the metal grains and settles there. Once the steel is completely cooled, the hydrogen leaves voids on the edges of the grains. The edges of the metal grains are the most vulnerable areas within the metal, and the worst area to have voids form.
To prevent these elements from causing problems in the steelmaking process, the ladle that is used to contain the molten steel directly after smelting is lowered into and sealed inside a steel degassing chamber. Many variations exist, but of the more efficient ones is the vacuum and inert gas degassing chamber. In this variation of degassing methods, vacuum is pulled on the space in the ladle where ambient air exists, evacuating the space. After a controlled level of vacuum is pulled on the ladle, the dissolved gasses begin to separate from the molten steel and rise out into the evacuated space due to the heightened pressure differential. The end result is degassed steel. If the metal is to be rid of gaseous impurities after solidification, induction melting aids in degassing and thus improving the coherence of the metal lattice. In the melt chamber, high electrical currents create strong fluctuating magnetic fields. This introduces an electrical current within the metal. Depending on the metal, the resistance to electrical current varies. As a result, the electrical current used to induce the magnetic field depends on the metal that is to be melted. Eventually, the magnetic field is strong enough to induce an electrical current in the metal which raises the resistance, increasing the heat energy generated, until the metal begins to melt due to the conversion of electrical energy to heat energy. The heat energy is absorbed by the metal molecules until the boiling point, where the metallic bonds begin to break down and the metal begins to melt.
Electromagnetic induction is one of the cleanest and most efficient ways to melt or soften metal, and the introduction of vacuum reduces the amount of heat energy required to melt the metal, resulting in lower power requirements and operational costs. The degassing and purifying effect working in tandem with a clean melting process yields stronger, more ductile, more machinable metal with better market and demand in various industries. To perform vacuum degassing apart from the steelmaking world, the material is stored in a chamber in liquid form. This chamber is evacuated by a vacuum pump and sometimes slowly filled with an inert gas such as argon. Filling the chamber with an inert gas prevents the influence of atmospheric gasses that may prove harmful to the manufacturing process, like the presence of hydrogen when degassing steel. As the chamber is evacuated, the pressure differential between the dissolved gasses and the space above the fluid substance is large enough such that the dissolved gasses tend towards the area, drawn out of the material as bubbles and escape the surface of the material into the vacuum system. The typical vacuum degassing setup consists of a vacuum tank system connected to a gas cooler, filter, and vacuum pump. The procedure is simple: the vacuum pump evacuates the chamber, drawing the gas out. The vacuum level increases to a degree at which the pressure differential is high enough to encourage the gasses to be drawn out of the material. The depth of the vacuum level depends on the level to which the material needs to be degassed.
Rivers and streams always aerated as they flow, so the water cannot be used for cleaning sensitive materials like semiconductor wafers. This water also cannot be used as part of a chemical reaction in an experiment that is hazardous or sensitive because of the impurities it presents. There are many ways to deaerate water, all with different pros and cons in efficiency, cost, and environmental impact. The simplest of these is boiling the water. The movement of the gaseous vapor from the bottom of the heating vessel to the top allows for dissolved gasses to be disturbed and drawn out of the water, adsorbing to the surface of the vapor bubbles as they rise. Another way is through stripping, where water falls from the top of a column as gas, typically carbon dioxide or steam, is surged through the column concurrent or counter-current to the water flow. The movement of the water and the movement of the gas disturbs the dissolved gasses bonded to the water molecules and draws them out.
While these methods are still in use, they are more traditional methods compared to more technologically advanced apparatus, like via vacuum deaeration. With this, there is a higher quality yield without the need for heat generation costs or carbon dioxide supply costs. Vacuum deaeration cuts costs, boosts efficiency, and raises the quality of the deaerated water. There are two general configurations of water deaeration apparatus that are currently used: Vacuum Deaeration Tower and Membrane Deaeration. While the specific methods and setups are vastly different between the two, the fundamental principles and quality are the same.
Vacuum is used to create negative pressure. This negative pressure draws the more positively pressured dissolved gasses towards it, which draws it out of the water, as per Boyle’s law. This law states that a higher pressure will always tend towards a negative pressure, similar to the statement of the second law of thermodynamics, which states that higher heat values will tend towards negative heat values in order to reach a state of thermal equilibrium.
In a vacuum deaeration tower, water is pumped up a tower to fall down to the bottom. In this tower, the empty space is constantly evacuated by a rotary vane vacuum pump near the top, where the water is poured in. Because of the negative pressure that is being sustained in the empty space, the dissolved gasses are drawn “down the pressure gradient” and out of the water. The gasses flow to the vacuum pump, and the water falls to the bottom of the tower, where it is collected and used for things like oil recovery and municipal steam heating units.
Membrane deaeration is a technique in which water is piped next to a hydrophobic fiber membrane. This membrane has pores that are only microns in diameter, allowing dissolved gasses like carbon dioxide to pass through it while the water molecules are unable. The inside of these hollow fiber membranes are evacuated by vacuum pumps so that the dissolved gasses tend towards the area of negative pressure and are subsequently drawn out of the water.
View our Products
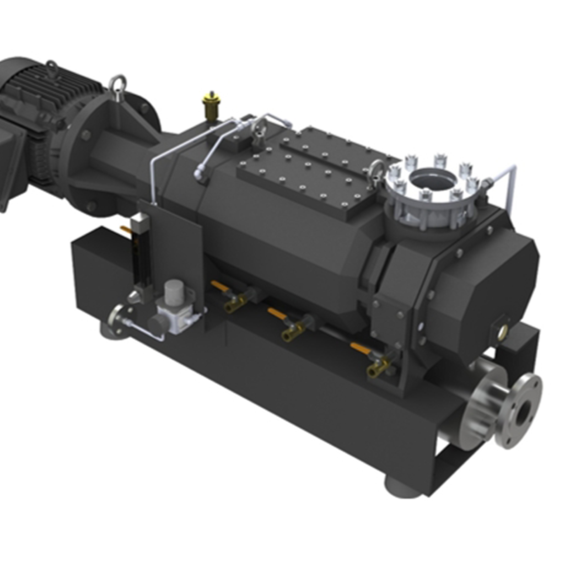
NB Series
The NB Series two-lobe vacuum boosters feature five-point bearings and a double oil tank for upgraded stability and structural integrity. The NB Series spans a wide range of capacity, from 100 to 60,000 CFM, drastically increasing pumping speed and allowing for deeper achievable vacuum pressure while lowering the power required to do so. A nitrogen gas barrier guards against process gas entry into the oil tanks, preserving oil life and extending booster service life.
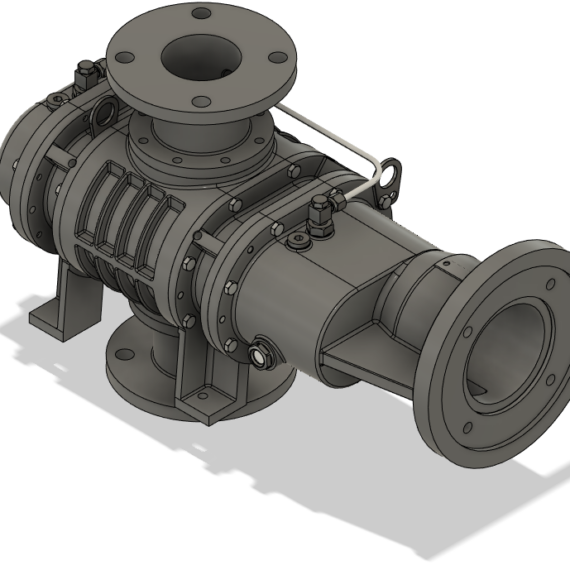
NSP Series
Dry screw vacuum pumps provide vacuum and compression simultaneously, making this technology compatible with all kinds of clean room applications. The NSP Series is capable of reaching up to 7.5×10^(-3) Torr with compression up to 5 bar, achieving a maximum capacity of 1766 CFM. These models feature easy internal access for quick maintenance, variable pitch screw rotors, isolated gearbox lubrication, an array of internal coatings available for selection, and a large number of accessories and kits such as gas ballast kits, repair kits, inlet purge kits, and more to further improve performance or extend service life. NSP Series dry screw vacuum pumps are provided with a one-year warranty against manufacturing defects.