
Dust Collection, Ventilation, and Evacuation
The process by which airborne particles are removed to prevent the detriment that they cause within the context of a given application.
Proper dust removal, collection, and ventilation is extremely helpful and, in many cases, mandatory in working environments. Especially in industries such as mining and cement and lime manufacturing, dust control preserves the lives of both operators and equipment.
In cement and lime manufacturing, dust is generated through handling, grinding, combustion, and packing. Essentially, dust is thrown into the air at every stage of the manufacturing process. In this dust are hazardous materials such as silica which cause serious detriment to operators’ lungs when exposed over a period of time. Excessive dust can clog equipment or cause them to overheat, and contaminate products or interfere with chemical reactions, like in the amount of oxygen that the combustion kiln receives. In addition, this dust can inflict unintended consequences of large scale on the nearby ecosystem. As a result of the enormous harm that dust accumulation can cause, strict air quality regulations have been set in place by environmental agencies for particulate emissions.
Mining operations are no excuse for these, the only difference being the variance of material that is encountered in the air. Not just silica: methane and sulfurous compounds can develop, leak, or suspend in the air of the mines. This means that not only are there more hazardous gases which cause respiratory harm like sulfur, but that there is now a combustible gas that is accumulating in the work environment near potentially sparking metals and heat from equipment.
Vacuum equipment is used to store the suspended particles in bags or tanks. From here, the particles can be used in a different way, like collecting sawdust from woodworking processes for things like charcoal, plywood, fuel, or mulch. As an alternative solution, ventilation can be implemented, simply removing or relocating the atmosphere of the working environment to a larger space. Mines are often properly vented so that methane and coal dust does not accumulate and disturb the workers.
Evacuation works similarly but with three key differences: evacuation works to empty a fixed volume, not to move the matter in that volume or in an open area of ambiguous volume. Evacuation is not limited to the removal or relocation of suspended solid matter, and typically does not refer to such. Evacuation is not as directly related to environmental and health preservation, although one application of evacuation does contribute greatly to the health of humanity: cyclotron evacuation.
Cyclotron evacuation is an important step in preparing a cyclotron, a type of particle accelerator commonly used in medical and scientific research. The cyclotron consists of a vacuum chamber where the acceleration of charged particles occurs. Before operation, this chamber needs to be evacuated to minimize the presence of gas molecules. A combination of various roughing and fining vacuum pumps are used in stages to achieve the evacuation required for proper operation. After evacuation, an ion source is introduced into the vacuum chamber. The absence of air allows for efficient ion acceleration as the particles move freely in vacuum without colliding into other gas molecules and losing momentum. Once the vacuum is established and the ion source is operational, the cyclotron accelerates particles to high energies that are directed towards targets.
Cyclotrons are widely used to produce medical isotopes that are essential for oncology and cardiology, as well as for research concerning subatomic particles and their interactions. The cyclotron is also used to study biological processes, drug metabolism, and treatment efficacy. In material sciences, the cyclotron is used to test material properties, as well as the effects of radiation on those material properties. Cyclotron technology is also used in radiation therapy for cancer treatment, where high-energy particles are aimed at tumors to destroy cancerous cells.
View our Products
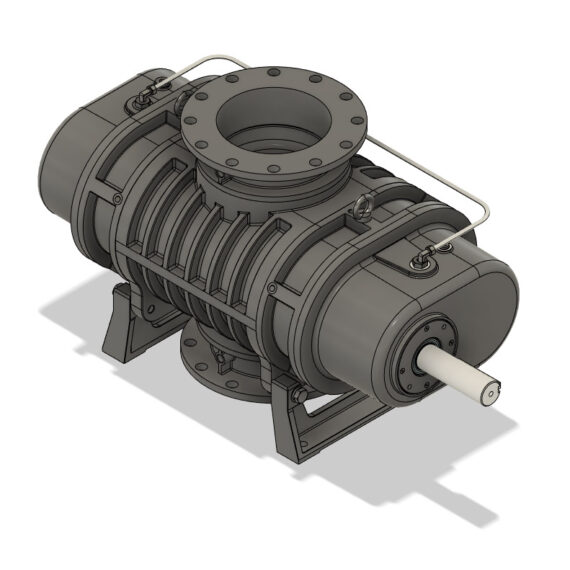
Roots blowers are often used to supply vacuum or pressure for dust collection systems as well as vacuum or pressure ventilation systems. The NRB Series Roots-type blowers are capable of reaching 9280 CFM, 15”HgV in vacuum, and 15 psig in pressure. These robust blowers are built with a five-point bearing design and double oil tank, along with a selection of mechanical seals and an optional gas-tight design.

Rotary vane vacuum pumps are excellent roughing pumps for a cyclotron evacuation system. Among the roughing pumps, rotary vane vacuum pumps are among the most inexpensive in the modern market while still attaining reliability and stability. These pumps are compact and quiet, running with oil circulation to achieve medium vacuum for the fining pump. The NRV Series single stage oil-circulated rotary vane vacuum pumps are offered with a one-year warranty against manufacturing defects.

The NTRV Series two stage oil-circulated rotary vane vacuum pump boasts the same advantages as the NRV Series, but achieves deeper vacuum at up to 63 CFM for small capacity applications of cyclotron evacuation. The deeper vacuum eases even more load as a roughing pump in evacuation processes, preserving the life of the fining pump. The NTRV Series is offered with a one-year warranty against manufacturing defects.
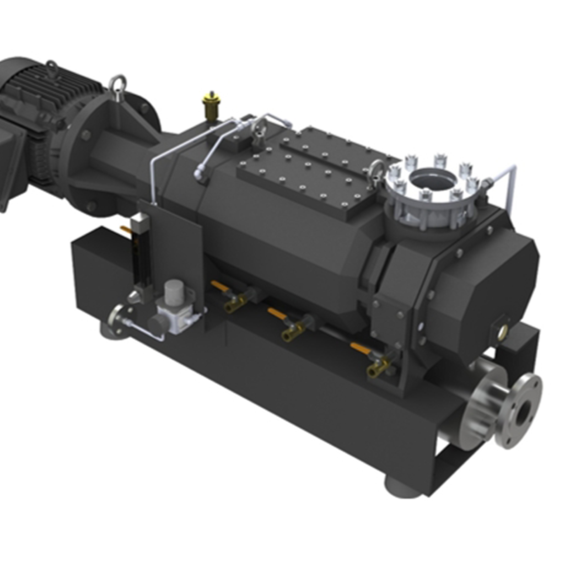
The NSP Series is a line of reliable, durable variable pitch dry screw vacuum pumps that reach deep vacuum with compressive capabilities, aiding the fining pump in achieving higher capacities while easing the load of vacuum generation. The NSP Series is available with purge kits and solvent kits depending on the application and achieves up to 1700 CFM for medium capacity applications. The cooling jacket on the NSP Series extends to the gear housing of the pump, cooling the lubricant and improving efficiency.
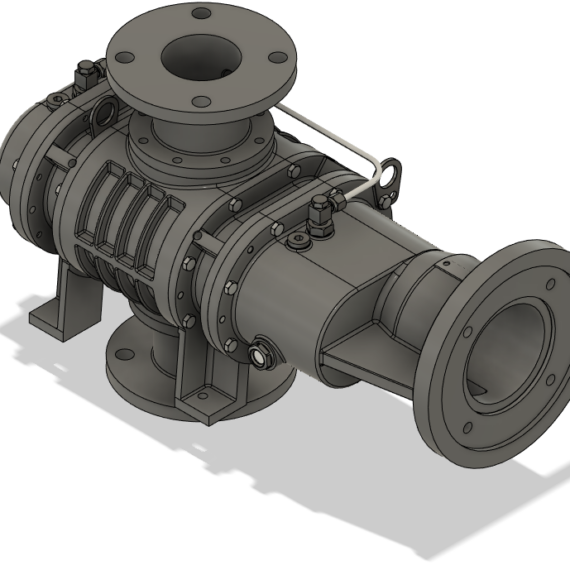
For capacity and vacuum boosting, the NB Series Roots-type booster pumps are ideal. With double oil tank and five-point bearing design, the NB Series has been designed for durability and caution, yielding the ultimate safety and performance. NB Series units are offered with an array of seals and are covered by a one-year warranty against manufacturing defects.